Fornirowanie – okleinowanie
Fornirowanie – okleinowanie

Do okleinowania powszechnie stosuje się kleje mocznikowo-formaldehydowe. Warunkiem uzyskania dobrej masy klejowej jest dokładne odważenie składników, zachowanie odpowiedniej kolejności ich wprowadzania do mieszaniny oraz staranne wymieszanie. Masę klejową sporządza się w ten sposób, że do żywicy klejowej dodaje się około 1/3 ilości wody przewidzianej recepturą, a następnie, ciągle mieszając, stopniowo wsypuje się wypełniacz. Całość miesza się aż do otrzymania jednolitej masy. Dopiero wtedy można stopniowo dodawać resztę wody, a na końcu wlać porcjami roztwór utwardzacza. Jako wypełniacze można stosować mąkę żytnią lub nieprażony mielony gips. Wypełniacz przed użyciem należy przesiać przez sito. Utwardzacze można stosować różne. Do klejenia na zimno stosuje się utwardzacz BM-10, na gorąco — utwardzacz MZ lub MG. Każdy z utwardzaczy należy przed użyciem rozpuścić w wodzie. Roztwór trzeba sporządzić kilka godziny wcześniej, albo poprzedniego dnia, aby wszystkie składniki uległy rozpuszczeniu. Niedopuszczalne jest stosowanie utwardzacza w postaci suchej substancji.
Do okleinowania- fornirowania większych płaszczyzn zaleca się żywicę klejową U-70, zaś do okleinowania wąskich płaszczyzn oraz obłogowania płyt żywicę klejową BZ-70. Można również do okleinowania stosować ciepłe kleje kostne. Są one niewygodne w użyciu z uwagi na potrzebę podgrzewania do określonej temperatury, szybkiego rozprowadzania i sprasowania płyty. Przy klejeniu większych powierzchni może dojść do żelowania kleju jeszcze przed sprasowaniem płyty.
W celu przyspieszenia i ułatwienia prac prasuje się kilka płyt na raz. Prasowany stos powinien zaczynać się i kończyć płaską płytą dociążającą grubości 4—6 cm. Między okleinowane elementy wkłada się papier, może być gazetowy, aby się nie skleiły w przypadku wycieku kleju. Okleinowane elementy układa się ze sobą w parach, licową stroną do siebie (rysunek).
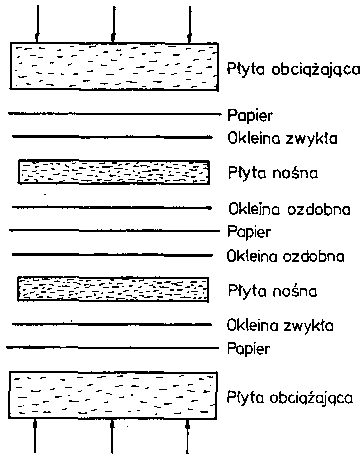
Rysunek. Kompletowanie warstw przy okleinowaniu – fornirowaniu.
Nie należy powtórnie używać tych samych przekładek papierowych. Wyciekły i stwardniały klej może bowiem, przy powtórnym użyciu papieru, pozostawić trwały, wgnieciony ślad w okleinie.
Płyty obciążające muszą być co najmniej o 2 cm większe od wymiarów elementów okleinowanych. Mogą nimi być 2 lub 3 równo sklejone płyty wiórowe. Przy okleinowaniu- fornirowaniu elementów dłuższych od płyt obciążających należy zachować następujący tok postępowania. Najpierw pokryć klejem płaszczyznę minimum 5 cm mniejszą od płyty obciążającej. Przyłożyć okleinę oraz płytę obciążającą i sprasować. Po stwardnieniu kleju podnosimy okleinę jak najbliżej miejsca przyklejenia, powlekamy klejem pozostałą część elementu, dociskamy płytę i ściskamy. Okleinowanie- fornirowanie więc jest dwuetapowe.
Nacisk na płyty obciążające można wywrzeć prasą śrubową, a w przypadku jej braku, ściskami stolarskimi. Ten drugi sposób jest czasochłonny ale skuteczny. Muszą być jednak dość blisko siebie ułożone zarówno listwy poprzeczne jak i ściski.
Po utwardzeniu kleju i zwolnieniu prasy następuje okres klimatyzacji elementów. Układa się je w sztaple z przekładkami równo ułożonymi nad sobą. Grubość przekładek musi być co najmniej równa grubości elementów. Musi ich być przynajmniej trzy w warstwie, aby w trakcie dosuszania nie doszło do deformacji elementów. Okres klimatyzacji, a więc dosuszania w sztapli, nie powinien być krótszy od 1—2 tygodni.
Papierową taśmę klejącą usuwa się tuż po wyjęciu elementów z prasy. Zabieg ten najlepiej wykonać szmatką lub gąbką zwilżoną wodą. W ciągu 1—2 min pocierania taśma powinna odkleić się od okleiny.
Dokładne wymiary okleinowanych- fornirowanych elementów są podstawą dobrze wykonanej wykładziny. Ponieważ na ogół brakuje przerzynarek formatowych, na których można przyciąć dokładnie dwie strony płyty, czynność tę trzeba wykonać na obrabiarkach zastępczych w następujący sposób: jeden podłużny bok elementu struga się na wyrówniarce. Pierwotnie pozostawiony 2 cm zapas wystarczy na obróbkę wykończającą i wyrównanie boków. Następnie drugi bok odcina się dokładnie na szerokość na pilarce tarczowej z podłużną prowadnicą. Szerokość elementu ustawia się na prowadnicy pilarki tarczowej. Musi być ona mniejsza o 1 mm od wymiarów nominalnych, ponieważ po okleinowaniu boków przybędzie nam 2 X 0,8 mm, a po wykończającym przeszlifowaniu pozostanie 1 mm na okleinę.
Następnie skraca się długość płytty, również na pilarce tarczowej z poprzeczną prowadnicą. Do poprzecznego skracania należy użyć dobrze naostrzonej piły z małą podziałką zębów. Aby przy docinaniu nie dochodziło do wyrywania włókien, należy koniec elementu podeprzeć drewnianą listwą.
Do okleinowania widocznych płaszczyzn bocznych używa się tej samej co poprzednio okleiny. Paski okleiny ucina się nożem okleiniarskim. Szerokość paska powinna być o 6 mm większa od grubości elementu. Na długości daje się zapas około 20 mm. Samo przyklejenie pasków okleiny prowadzi się w podobny sposób jak płaszczyzn czołowych.
Po utwardzeniu kleju wystające kawałki okleiny obcina się nożem okleiniarskim. W przypadku szlifowania elementów na szlifierce taśmowej wystających skrawków okleiny można nie obcinać.
Niekiedy boki elementów okleja się listwami z drewna. Jest to stary, pracochłonny sposób, wymagający większej ilości wysoko jakościowego drewna i dlatego obecnie raczej zaniechany. Ponadto przy oklejaniu listwami istnieje niebezpieczeństwo zbytecznego uwypuklenia przejścia z oklejanej płyty w listwę, szczególnie przy niedostatecznym wysuszeniu drewna.
Grubość listwy wynosi na ogół 10 mm, a szerokość jest z reguły o 2 mm większa od grubości okleinowanej płyty. Po naklejeniu listwy zapas się zestruguje lub zeszlifowuje. Dopiero po przyklejeniu listw następuje okleinowanie obu płaszczyzn czołowych.
by marcin