Die Form des Querschnitts von Polsterbrettern – Paneelwand
Die Form des Querschnitts von Polsterbrettern – Paneelwand
Verbinderquerschnitte können ein anderes Profil haben. Sie werden hauptsächlich zum sicheren Verbinden und Befestigen von Brettern und zu ästhetischen Zwecken verwendet. Wir raten jedoch von einem aufwändigen Profiling ab, vor allem Amateure, weil sie die Arbeitsintensität deutlich erhöhen, sie bringen jedoch nicht immer die gewünschte Ästhetik und sind vor allem von den Fertigungsmöglichkeiten abhängig (die richtigen Fräser haben).
Wir empfehlen jedoch keine Lösungen, die die Arbeit vereinfachen, wie zum Beispiel. Nageln des Teppichs durch die Oberfläche des Bretts. Die Nagelköpfe auf der Oberfläche der Bretter beeinträchtigen die Ästhetik der Verkleidung und zeugen von mangelndem Geschmack. Wenn wir schon viel Geld für teures Material ausgegeben haben, Also lassen Sie uns keine Zeit für seine Verarbeitung und Montage verlieren.
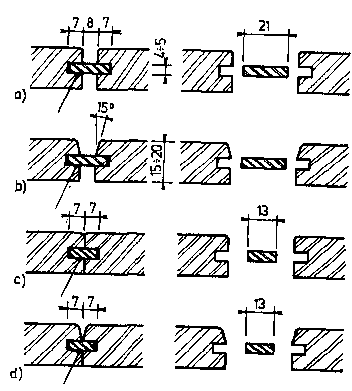
Zeichnung. Fugenarten auf einer fremden Zunge von Polsterbrettern: ein) die Seiten der Bretter im rechten Winkel, Gelenk mit einem konvexen Schlitz, b) leicht abgeschrägte obere Kante der Seite der Bretter, Gelenk mit einem konvexen Schlitz, c) Stoßverbindung, ohne Prominenz, D) Stoßfuge mit leichtem Schnitt, durch die Seite der Bretter betont
Verbindungsplatinen auf den sog. Der Stift ist der am häufigsten verwendete Anschluss. Es ist auch die einfachste Methode, um das Gelenk zu betonen. Die sichtbare Fuge zwischen den Brettern sollte nicht schmaler sein als 4 mm und breiter als 12 mm. Wenn es schmaler wäre, würde es den Eindruck eines Bearbeitungsfehlers erwecken, breiter - Freiheit der Verbindung. Die optimale Breite der Nut sollte 8-10 mm betragen (Luchs. ein).
Ein noch besserer optischer Eindruck lässt sich erzielen, wenn der obere Scheitel der Nut leicht schräg geschnitten wird (Luchs. b).
Nicht konvexe Stoßfuge (Luchs. c) es ist sehr schwer umzusetzen. Es ist schwierig, ein so genaues Profil zu erstellen, dass es keine Höhenunterschiede oder sichtbaren Lücken gibt, wo die beiden Bretter aufeinandertreffen. Daher sollte diese Methode der Profilerstellung aufgegeben werden. Die genannten Ungenauigkeiten fallen bei den beiden bisherigen Fügeverfahren überhaupt nicht auf. Auch ein leichtes Abschneiden des oberen Grats der Rille (Luchs. D) wird Ungenauigkeiten in der gemeinsamen Verarbeitung verbergen.
Verkleidungsbretter der fraglichen Art sind relativ einfach herzustellen. Sie müssen lediglich einige Verarbeitungsregeln beachten.
Die Seitenebenen der Bretter müssen parallel sein. Auf diese Weise sollten Sie niemals Material sparen, dass wir die Seitenebenen konvergieren lassen, und die Parallelität wird beibehalten, indem die Bretter mit den breiteren und schmaleren Enden abgewechselt werden. Selbst bei geringer Konvergenz wird dieser Fehler sichtbar sein.
Ob die Bretter direkt auf der Dickenhobelmaschine gehobelt werden sollen, oder zuerst auf der Hobelmaschine und dann auf der Dickenhobelmaschine? Nadelholzbretter werden oft direkt auf der Dickenhobelmaschine gehobelt. Die Verkleidungsplatten werden industriell gefertigt – in der Regel auf Mehrprozessmaschinen bearbeitet, die gängigsten Vierseitenhobel, die das Brett einmal durchläuft. Wenn das Brett vor der Bearbeitung auf dem Dickenhobelbrett uneben ist, als Folge einer starken Verdrehung der Fasern, es gleicht sich nach der Bearbeitung deutlich aus, aber eine gewisse Unebenheit bleibt als Folge des Kopierens durch die Maschine. Einige der ungleichmäßig bearbeiteten Bretter werden verworfen, aber einige von denen, die beim Sortieren unbemerkt bleiben, gelangen zur Montage. Nach dem Einbau sollte eine solche defekte Platine abgerissen und ersetzt werden, obwohl es die Montage erschwert. Also, wenn es Bedingungen dafür gibt, Die Bretter sollten zunächst auf einer Hobelmaschine bearbeitet werden, und erst dann auf dem Dickenmesser flackern. Mit Massivholzdielen (Eiche, Asche, Ulme, Klon, Birke, Mutter) zweistufiges Hobeln ist einfach notwendig. Es garantiert gleiche und parallele Ebenen und eine einfache Installation der Auskleidung.
Nach dem Verformen der vier Längsebenen werden die Bretter rechtwinklig abgelängt und auf beiden Seitenebenen Nuten gefräst. In Ermangelung eines geeigneten Fräsers kann der Nutausschnitt auf einer mitgelieferten Kreissäge hergestellt werden, dass die Breite des Sägeschnitts (Sägeblattdicke + Zähne öffnen) gleich der Breite der Keilnut ist.
An diese Operationen schließt sich das Schleifen der Längsebenen an, der Schmutzspuren vom Hobel und raue Stellen entfernt. Die Kanten werden mit Schleifpapier Nr 60 bis zu einem Radius von ca 1 mm.
durch Marcin